热轧板巻为除锈及防锈其表面加工过去一直采用酸洗,冷轧,热镀锌或涂层等工艺技术,这些技术对板巻钢材表面加工起了很大的作用,大大拓宽了板材使用的范围,进一步提高了板材使用性能,并延长了板材使用寿命等优点,但不可避免也带来了一些美中不足。采用酸洗工艺后不可避免地对环境带来一定的污染。无论酸洗还是镀涂工艺生产成本还是比较高的。为此世界各国都为改进,提高这些工艺在进行研究和攻关,并尋找有效的新技术。其中美国TMW(The Material Works)公司进行多年卓有成效的研究和不断改进首先取得了成功,终于在2003年成功研究出板巻钢材表面加工新技术——SCS(Smooth Clean Surface光滑清洁表面),并在美国,欧洲等得到推广,由于SCS专利技术还不能用到后续冷轧等工艺,应用受到一定局限。为此,TMW公司 继续加大对板巻表面工艺技术的开发力度,终于在2007年6月开发并成功应用EPS专利新技术,EPS技术不仅在产品质量,产量以及应用范围上都比SCS技术又向前推进了一大步。
1,表面氧化铁皮组成及氧化保护膜生成
热轧生产过程中,经终轧及层流冷却后生成的氧化铁皮一般由三层结构组成,上层为红色三氧化二铁Fe2O3即铁锈层,约占2%,中间层为磁性四氧化三铁Fe3O4约占18%和下层的维氏体(主要是氧化亚铁FeO)约占80%。带钢氧化铁皮厚度一般为7.5-15µm[1]。以下为基体层。其结构如图1所示:

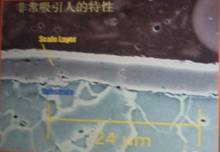
图1热轧板的氧化铁结构 放大氧化层结构
如果我们能全部除掉上面的氧化铁皮,甚至氧化亚铁FeO,经EPS处理就能形成表面约200埃厚的保护层,这层非常薄的保护层即是一种非常稳定的“膜”,能抑制进一步的腐蚀。
2,美国EPS(Eco Pickled Surface绿色清洁表面)原理
EPS专利技术是在SCS技术基础上发展而成,其基本原理是在密闭的空间内,采用特殊的装置,进行EPS处理,即由EPS工作介质即钢砂和水的混合物对板巻钢板上下表面进行喷射处理,在一定喷射力的作用下去除钢板表面的氧化物或氧化铁皮,不殘留任何氧化物,因此,能使钢板表面成为光滑,清洁的表面即所谓绿色表面。所形成的板巻钢材可成功取代热轧,冷轧等产品,更主要的是在EPS工艺后还可继续进行冷轧,连续热镀锌等SCS无法完成的工艺,从而使其应用范围更加广泛,生产能力也将进一步得到提高。EPS其工作原理如图2所示[2]。
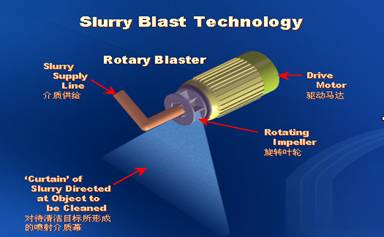
图2EPS工作原理图
喷射的介质是特殊的很硬的钢砂和水,钢砂具有很高的硬度,大小在0.30-0.71mm之内,可以自动循环使用1000次,并且与水混和,由专门的装置通过管道供给旋转叶轮,分别对钢板上下表面同时进行喷射,由于喷射介质是由水和细小的钢砂组成,形成的EPS介质喷射幕能均匀喷射到钢板表面上,介质产生喷射力使表面氧化铁皮完全清除,并形成绿色清洁表面。喷射介质中的钢砂大小形状如图3所示:
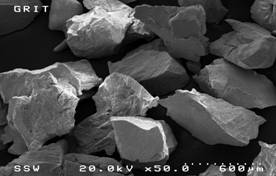
图3 钢砂形状
它与常规喷丸处理完全不一样,EPS喷射幕作用具有以下特性:
1) 介质是钢砂和水的混和物形成湿式的介质。
2) 使用中不产生烟尘对环境无污染,而且工作环境安静。
3) 钢砂经循环使用后仍是干净的。
4) 介质中的水对钢板表面有钝化作用。
5) 通过调整介质对钢板喷射的速度和角度,能生产出象调制出来的表面粗糙度(不同的Ra值和非常低的Rz值)。
3,EPS专机及其组成的生产线
3.1,EPS专机
EPS专机是本系统的核心设备,图4是EPS专机外形布置图,本机具有两套EPS设备,每套配置有上下二个喷射系统,即由传动电机和介质分配叶轮等组成,一个喷上表面,一个喷下表面和共用介质喷射循环系统等。
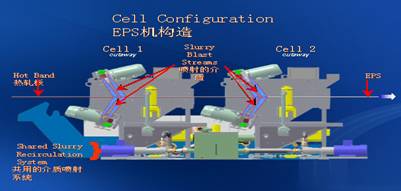
图4 EPS专机
3.2,EPS生产线
EPS专机是本生产线的核心设备,早期开发EPS生产线已在美国TMW公司使用,改进后的EPS生产线由EPS专机与开巻机,辊式矫直机,宽度控制器,自动氧化层探测仪,在线表面光度仪,静电涂油机,巻取机等组成生产线,每套生产线根据生产能力的要求,可安装2-8套EPS专机。含二套EPS专机的EPS“Beta”生产线月产可达3万吨,全长为100英尺。EPS“Beta”生产线布置如图5所示:

图5 EPS“Beta”生产线
同一巻热轧板经酸洗和EPS处理的表面效果比较如图6所示(左侧为热轧后表面,中间为酸洗,右侧为EPS后表面):
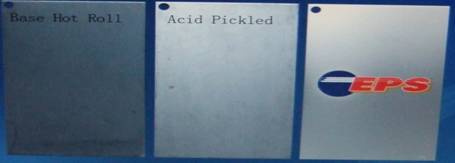
图6 EPS产品与其它产品表面质量比较
根据用光谱对热轧板氧化物去除情况确认如图7所示:
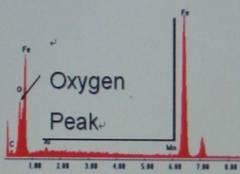

图7 EPS前热轧板表面含氧 处理后氧量峰值没有了
同样通过光谱对酸洗和EPS后的表面进行检测也得到相同结论,EPS后的表面波纹要比酸洗后的表面波纹小,如图8所示:

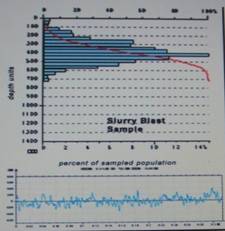
图8 酸洗后表面波纹 EPS后表面波纹
EPS产品早期偶然发现能夠抑制生锈,现在已找到抑制生锈机理,并申请专利,由TME公司担保EPS产品不论有无涂油,在180天之内不会发生表面生锈,如经涂油能保证比同样涂油酸洗板更长的保存时间。
经过TMW公司不断努力新的EPS生产线在拉矫机前安装机械除鳞机,并增加处理过程的宽度控制等措施,使产品范围进一步扩大,同时对EPS机不断进行改进工作,使厚度和产能不扩展,Beta扩大到3/8英寸(9.5mm),产量扩大到每月3万吨。
4,EPS技术及产品加工特点
4.1,EPS技术特点
1)经EPS加工的表面能达到更清洁,光滑的表面。
2)由于EPS(Eco Pickled Surface)为绿色清洁表面,因此,它是能达到完全环保的产品,而且产量比SCS大,能替代酸洗,消除了酸洗过程中有危害的盐酸。
3)设备及生产运行总成本大大低于酸洗和涂油生产线。
4)EPS生产线占地面积也比酸洗和涂油生产线小的多。
5)经EPS处理的钢板表面不需要做任何涂油处理,钢板在一般情况下保存180天不会生锈。
6)部分热轧板经EPS处理后可直接替代冷轧板使用,可以实现以热代冷的效果。
7)EPS产品可经冷轧加工,也可与冷轧组成生产线,甚至可在大型酸洗冷轧生产线上增加EPS机,使生产效率更高,更加灵活,方便。
8)EPS产品也可经连续热镀锌,更有利于以热代冷的推广。
9)EPS板具有更优越的抗腐性能。
4.2,EPS产品加工制作的优点
1)由于EPS能夠抑生锈,它能替代热轧板,酸洗和涂油和酸洗干板。
2)能进行冷轧,它是冷轧极好的基板。
3)能进行连续热镀锌,实现以热代冷效果,这样热轧板经EPS处理后可以起到冷轧板的效果。
4) 同酸洗相比,EPS技术可以根据客户的要求生产出不同表面粗糙度(不同值的Ra和更低的Rz)的EPS卷板材,极大提高了后续加工中的喷涂和耐腐蚀效果。这一特点还可以扩展应用于对于不锈钢卷板的后续处理,改变其表面的粗糙度。
5)EPS生产线保留下来了SCS生产线对卷材进行拉伸矫直和内应力消除的优点,卷材线中配备的矫直机和卷取机之间产生的巨大拉力消除了卷材的内应力,极大方便了切割,冲压,剪裁等后续加工。一套EPS生产线实际上结合了酸洗,拉伸矫直矫和张力平整等多种类型生产线的功能。
6)由于没有油烟弥漫激光镜头和激光束能使激光切割速度更快。
7)由于减少了焊接过程中油烟,能提高焊接性能和焊接强度,使焊接得更加牢固和整齐。
8)由于EPS表面清洁,干燥,无油渍,使喷涂前的准备工作更加少了,同时也可降低涂前预处理温度,而且涂层附着效果更好。
9)EPS产品由于清洁,干燥在冲压时不会粘在工具或输送设备上,使冲压效果更好。
10) EPS产品不会使操作者皮肤产生剌激。
由于EPS有诸多优点,这里就不一一说明。
根据目前实践证实EPS产品具有比SCS产品更多的优点,几乎是没有制约限制,尤其对巻材加工商来说他们可以省去酸洗和涂油工艺的成本,而且EPS产品是绿色,光滑,清洁,平整的表面,使其产品更具有市场竞争力,当然SCS与EPS各有自已佳的应用场合,如SCS生产线更省投资,运行成本更低,SCS产品也有对应的广泛的用户群体,这里也不予说明了。
由于EPS生产线优点较多,几乎没有任何局限性,主要是在EPS后可继续进行冷轧,连续热镀锌等深加工工序,目前EPS的标准生产线产量已达到3万吨/月, 增加处理设备配备8套EPS机后可达到100-120万吨/年, 目前欧洲厂家还要求设计更高产量的生产线,如果有二条平行EPS线,产量就可以更大,完全可替代现在的酸洗生产线。EPS是当前板巻钢材表面加工的新工艺,新技术有它的生命力,由于它加工出来的产品质量好,成本低,又可完全替代酸洗等,更是一项全环保型的新工艺,新技术。通过EPS技术生产出来的钢铁产品至今已在北美,欧洲和澳洲等国家和地区开始推广应用。作为一项能对钢铁产业产生革命性影响的技术,EPS将会产生很好的技术,经济及社会效益。